4000餘(yú)噸,批量采購價格更優")
尼龍(lóng)薄膜是聚酰胺(àn)薄膜中文的稱呼,雙向拉伸聚酰胺薄膜的英(yīng)文縮寫為BOPA,尼龍膜是生產各種軟(ruǎn)包複合的重要材料,在雙向拉伸薄膜應用成為繼BOPP、BOPET薄膜之後的第三大包裝材料。但是尼龍薄膜有兩個最(zuì)大的特性缺陷(xiàn)即吸潮性大和弓形效應,此兩項特(tè)性缺(quē)陷使尼龍薄膜在應用中受到很大的限製。
一、尼龍薄膜吸潮性影響因素
尼龍分子結構對吸潮性的影響
BOPA薄膜的生產原料是(shì)以聚酰胺6(尼龍6)為原材料製成的。聚酰胺(àn)分子結構(gòu)內含有極性酰胺基(-CO-NH-),其中的-NH-基能(néng)和-C=O基形成氫鍵,氫鍵的形成是聚酰胺(àn)具有較高結晶性的重要因素之一。尼龍膜雖然是極性材料,在生產過程(chéng)中也有經過分子結晶這(zhè)個過(guò)程,但並(bìng)非所有聚酰胺中的分子都能結晶的, 還有一部分(fèn)非結晶的酰胺基極性基團,這些(xiē)酰(xiān)胺基可以與水分子配位,導致尼龍薄膜表麵極易吸入極性很強的(de)水分子,使尼龍膜(mó)變軟,拉伸力減弱,生產使用時產生張力不穩,有時在薄膜表麵形成(chéng)一層薄薄的水膜影(yǐng)響表麵處理度,阻隔油墨和膠粘劑對薄膜(mó)的(de)附著,且水(shuǐ)分能與聚氨酯粘合劑(jì)中的固化劑起不良反應,從而影響(xiǎng)產品質量。如使(shǐ)印品起皺、翹邊(biān)、袋口卷曲、套印不準、製袋錯位、複合起泡、起斑點、晶點和白點、異味增多、膜麵粘連、打碼困難等(děng)等,嚴重時引發複合(hé)剝離強度(dù)下降或(huò)高(gāo)溫蒸煮過程中破袋脫層現象、複合(hé)膜手感發硬發脆(cuì)現象增多等,這些都是尼(ní)龍膜吸潮以(yǐ)後產生而造成的質(zhì)量故障。
尼龍薄膜加工工藝對吸潮性的影響
尼龍薄膜的生產工藝主要分為兩步法雙向拉伸和同步法雙(shuāng)向拉伸,兩種不(bú)同的(de)生產工藝生產出的薄膜,其吸潮性也不同。
同步拉伸工藝
同步拉伸工藝裝備的要點是水處(chù)理槽:經過冷(lěng)卻輥的初生(shēng)薄膜在未拉伸前先(xiān)通過水處理槽,薄(báo)膜吸收4~8的水(shuǐ)份後,在6分子中形成(chéng)親水鍵,從而弱化了氫鍵鍵能,使得同步拉伸成為可能. 。
兩步拉伸法工藝
兩步拉伸法工藝(yì)的關鍵(jiàn)是必須在PA6 未結晶時進行拉(lā)伸,工藝上采取的(de)是熔融物料流出T型模頭後馬上進行冷卻,此外兩步拉伸的距離盡量小,並(bìng)且縱向拉伸後也要進行冷卻處理。為消除拉(lā)伸時產生的應力,橫向拉伸後的膜要(yào)進(jìn)行熱定型處理。一般同步工藝生(shēng)產(chǎn)的尼龍膜吸(xī)潮率比兩步工(gōng)藝時間快但含水量低很多。下(xià)圖(tú)為同樣厚度不(bú)同生產工藝尼龍薄(báo)膜吸潮情況示意圖(tú)。
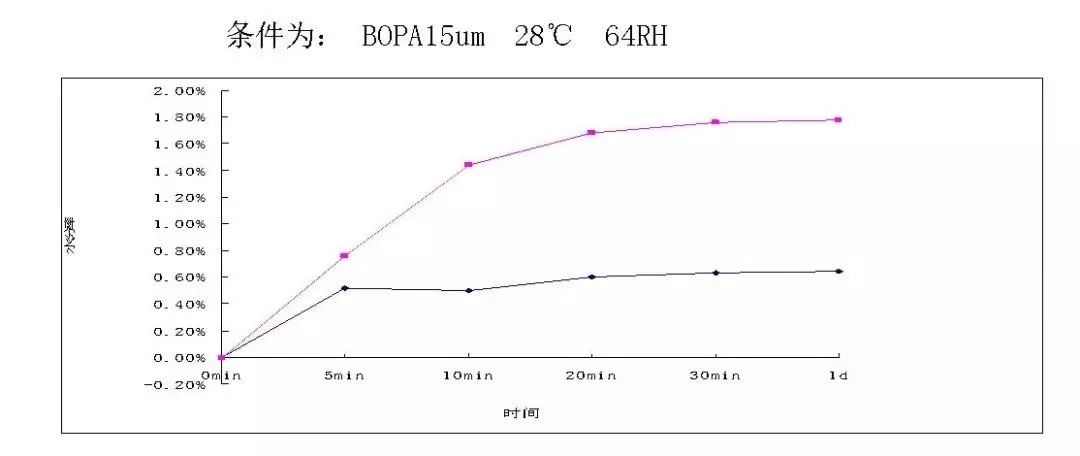
紅線為分步生產工藝線生產薄膜,黑線為(wéi)同步生(shēng)產工藝線生產薄膜,在相同厚度和條件下(xià),3-5分鍾(zhōng)就開始吸潮,同步生產工藝線生產薄膜因有經(jīng)過水浴,因此吸潮在短(duǎn)時間內就處於平衡狀態,而紅(hóng)線分(fèn)步生產工藝線生產薄膜,吸潮時(shí)間延至20分鍾後才處(chù)於平衡狀態。所以分步線生產的BOPA膜比同(tóng)步(bù)線生產的(de)BOPA膜吸潮性大而時間長,含水量也較(jiào)大。
相同工藝下,不同廠家和薄膜厚度對吸潮性影響
同步生產工藝、15umBOPA,不(bú)同廠家生產尼龍膜吸潮性比較:
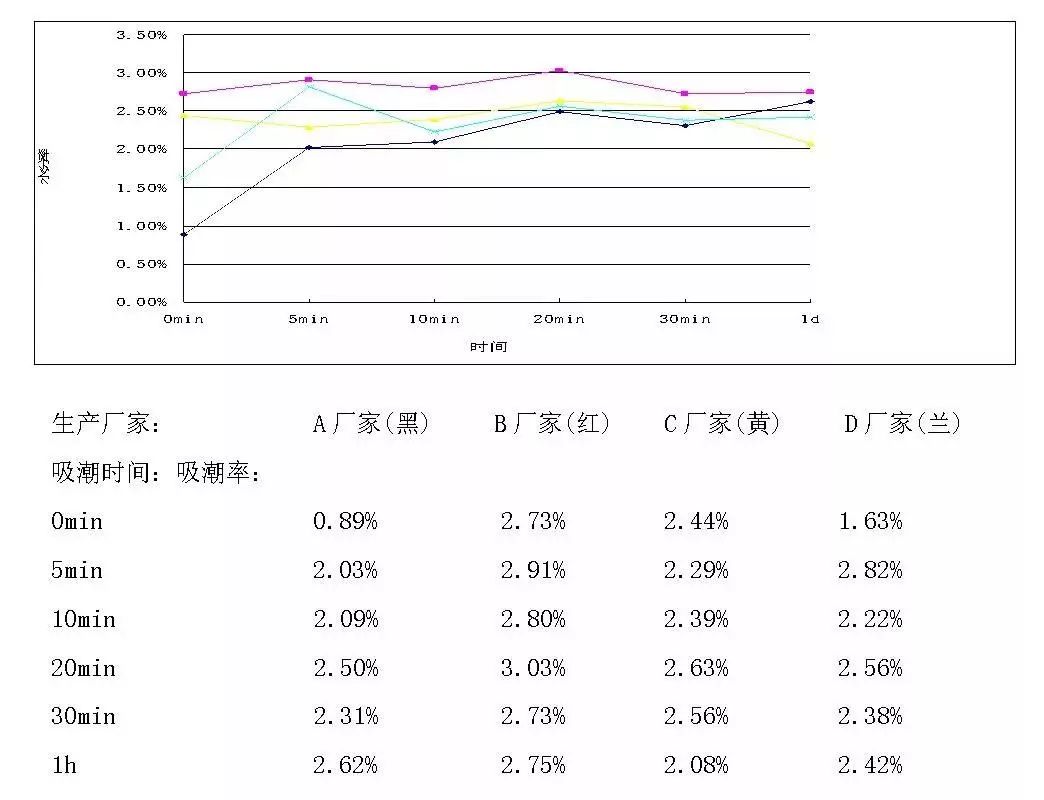
從圖表中可以看出膜(mó)(15umBOPA)放置於25℃,62RH時,一開始(shǐ)就慢慢吸潮,5min內黑線與蘭線廠家吸潮最快,可能原膜含水率較低吸潮快,至20min基本吸潮達飽和狀態,吸潮(cháo)達飽和狀態後保持一段平衡後吸水率有所(suǒ)下降。(此時(shí)薄膜嚴重起皺)。
BOPA是一種(zhǒng)吸潮性極強的材料, 而超薄化BOPA薄膜的(de)吸潮性更大(12um以下)在還沒(méi)有進行(háng)物理改性之前, 一旦吸潮後,薄膜材(cái)料就會變(biàn)軟, 有時還會因為吸潮程度不一(yī)致而產(chǎn)生"荷葉邊"現象(xiàng),而(ér)使印刷套準困難、複(fù)合起皺等質量問題。
二、尼龍薄膜(mó)吸潮後(hòu)產生不良後果
尼龍膜吸潮後對薄膜強度、柔(róu)軟度變化的影響(xiǎng)
不同的雙組份聚氨粘合劑對水(shuǐ)和醇的敏感(gǎn)度都不一樣。如某膠粘(zhān)劑鍍鋁膜專用粘合劑對水或醇的(de)敏感度在0.5%-0.8%的範圍,超出這個範圍就有可能(néng)造(zào)成不幹的現象。如果敏感度超出範圍,(越高)柔韌性(xìng)就越差,複合後的(de)產品有(yǒu)時(shí)會發硬、發脆。因為尼龍膜吸潮後應力,應變(biàn)曲線發(fā)生變化顯著,這些水分子起到(dào)了(le)聚酰胺(àn)分子,增塑劑的作用使薄膜變軟衝擊強度(dù)也(yě)受影響。因此對尼龍(lóng)膜含水率和乙酸乙酯溶劑含水或醇含量的控製必須很嚴格。
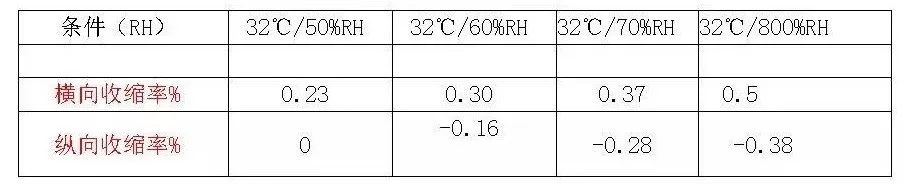
尼(ní)龍膜吸潮後縱、橫向(xiàng)尺寸的影響
雙向(xiàng)拉伸尼龍膜吸潮後除引起起皺外(wài),在印刷複合(hé)過程中一般會橫向伸長縱向縮短,伸長率可達1%-1.2%,嚴重的可達1.5%以上。如:1000mm寬幅尼龍膜在濕度80%RH以上環境中,10min後會變成1100~1150mm左右。(以下為尼龍膜吸潮後縱(zòng)、橫向伸(shēn)縮變化(huà)情況試驗值(zhí))
尼龍膜吸潮後對水煮袋、蒸煮袋的表麵層質量的(de)影響
尼(ní)龍膜作表層的耐水煮、蒸煮袋的結構本身並不合理,因為(wéi)尼龍膜屬於吸潮性很強的(de)材料,作表(biǎo)層再水煮或蒸煮問題就更大,嚴(yán)重影響剝離強度,在滅菌時直接與水(shuǐ)接(jiē)觸易產生吸濕等問(wèn)題(tí),做麵層是不大適合的,所以一般水煮型和半高溫型膠粘劑不要使用在以尼龍膜作表層的結構(gòu)中,否則有一點點不(bú)注意或上膠量達不到要求的情況下,很容易產生脫層現象。因尼龍(lóng)膜受(shòu)潮、膨脹產生層間滑動,無論熟化多長時(shí)間還是會發粘(zhān),在製袋後熱封邊卷曲產生皺紋,油墨部分起皺或剝離強度降低。為克(kè)服尼龍膜吸潮快產生的不良因素,保持尼龍膜作為表層的水(shuǐ)煮、蒸煮袋質量,一般在選用膠粘劑和上膠量時都要提高一(yī)個檔次,並將上膠幹(gàn)膠(jiāo)量提到4.5-5.0g/ m2以上, 保證以尼龍膜做外(wài)層時的複合牢度達到應有要求(qiú)。
尼龍(lóng)膜吸潮後對(duì)印刷(shuā)工序的影響
在天氣變化或潮濕多雨的季節,對於尼龍膜的生產和使用就要特別注意,以免因空(kōng)氣中的濕度過大,尼龍膜吸濕而引起印刷、複合工藝上的各種不必要的失誤而引(yǐn)發印複產品質量問題
一般尼龍膜(mó)出廠時含水率應控製(zhì)在1.5-2.5%左右,不超過3%,以免在收藏和(hé)使用時(shí)增加吸潮,減少印刷複合(hé)後產生的不良質量事故,一段時間後尼龍膜會發黃變色現(xiàn)象。
曾有(yǒu)一客戶用尼龍膜做表層水煮袋結構產品,裝內容物(淺粉色)後一段時間,袋麵顏色發(fā)黃(前後層均(jun1)變色。從內容物(wù)、光照、膠粘劑(jì)、生產工藝等均查不出變色原因(yīn),後經曰本(běn)專業尼(ní)龍膜檢(jiǎn)測機構從送檢的原包裝材料中查出尼龍(lóng)原膜中含水率達6%以上,由(yóu)此原因引起膜變黃現象。
尼龍膜吸潮(cháo)後對複合工序的影響
尼龍膜為吸濕性很大的材料(liào),一但吸潮太多必定產生對油墨或膠粘劑(jì)的阻(zǔ)隔, 從而(ér)引起複合牢度差、脫層、氣泡、變形、異味和曲皺等等質量問題的產(chǎn)生。水分和小分子的醇類與(yǔ)固化(huà)劑反應比主劑與固化(huà)劑反(fǎn)應速度快10-20倍,這是因(yīn)為(wéi)固化劑中的-NCO跟水反應速度比它跟主劑中羥(qiǎng)基(-OH) 亞氨基(--NH--)的反應更快(kuài), 生成CO2的幾率更大。
尼龍膜吸(xī)潮後(hòu)水份帶入到含有異氰酸酯(-NCO) 的粘合劑係統中會引起凝膠和白化, 這主要是1摩爾(ěr)的水(H2O) 和1摩爾的含有異氰酸酯(zhǐ)(-NCO) 的粘合(hé)劑組份反應生成胺(àn)(固化物) 這一步反應雖然(rán)不是(shì)很快, 但比起和甲組份的主劑反應要快得多, 由於乙組份(fèn)和水(shuǐ)反應在先, 從而改變了甲組份和乙(yǐ)組份的配比(bǐ), 生成的(de)縮二脲逐漸(jiàn)積累, 使上膠輥(gǔn)堵塞而成廢品。
尼龍(lóng)膜(mó)吸潮後含水量高(gāo)產生的(de)殘留溶劑也是複合(hé)膜產生氣(qì)泡的一大因素(sù),任(rèn)何一個(gè)分子量的(de)物質,由液體(tǐ)或固(gù)體變成氣體時,其1摩爾氣體的體積都是(shì)22.4L,一旦變為氣(qì)體, 分散成小氣泡布滿1m2的(de)麵積, 就(jiù)是密密麻麻的小點。
三(sān)、防(fáng)止尼龍薄膜吸潮,使用中應注意(yì)事(shì)項(xiàng)
關於(yú)生產(chǎn)環境
a、一般生產環境溫度在23℃+-3℃、濕度在60%+-5%。濕度超過75%RH建議慎(shèn)重使用複合設備,或停止複合生產。若趕(gǎn)任務必須生產,一定開啟印刷複合設備的預熱係統,以去除薄膜表麵的水蒸(zhēng)氣。
b、關注生(shēng)產車間的濕度和(hé)露點,即時(shí)擦掉附著小水珠,高濕高溫季節(jiē)裏,車間和庫房的濕度升高,所有原(yuán)材料及塑料薄膜(mó)表(biǎo)麵的濕度(dù)增大,水分(fèn)子變成了較差的媒介質,若發現攔墨刀上和導輥、網輥上有水珠出現,則(zé)應立即用幹淨的(de)布或幹毛巾,將水珠(zhū)擦掉,以防(fáng)尼龍膜吸潮更(gèng)多水分。
c、對於(yú)薄膜含水分的要(yào)求也不容(róng)小(xiǎo)視,生產(chǎn)前(qián)一定檢查膜(mó)的含水(shuǐ)量,若(ruò)超過3%就應慎重經處理後再使(shǐ)用。另外(wài)如無(wú)溶劑膠中的A膠主要成分是-NCO,其易與空氣中的水分發生交聯反應,若薄膜中含水量過大,勢必影響(xiǎng)到(dào)複合質量。
貯存和保管、包裝時(shí)的保(bǎo)護
BO PA膜吸水性大,飽和吸(xī)潮可以達到9%.。而尼(ní)龍膜一旦吸(xī)潮,即發生變化(huà),薄膜變軟起皺變形(xíng),在一定(dìng)的程度上(shàng)影(yǐng)響尺(chǐ)寸穩定性和電性能,特別是薄壁件增厚影響較大;吸水亦會大大(dà)降低塑料的機械(xiè)強度。一(yī)般尼龍膜應收(shōu)藏在溫度,在未使用完的BOPA薄膜,一定要(yào)用阻隔性好的鋁箔(bó)複合膜包裝好,以防受潮, 再使(shǐ)用時最好放在45-50℃熟化室內烘(hōng)幹1至2小時, 在潮濕天氣或溫度偏低情況下使用,應打(dǎ)開設備的預熱係統, 以排除BOPA薄膜中水份的附著(zhe)。而尼龍膜一旦吸潮,其(qí)發生變化,薄膜變軟起(qǐ)皺,就不能繼續使用(yòng)否則易(yì)產生質(zhì)量問題(tí)。
幹(gàn)燥(zào)劑
不同類型的幹燥劑其用量(liàng)多少與其對應幹燥麵積是(shì)固定的,包裝時放(fàng)進的幹燥劑量也有一定的規定,並非放兩包(bāo)幹燥劑就完事了,這樣對規格較大的薄膜不能起到幹燥作用。幹燥劑的質量和保存時間也應引(yǐn)起重視是否吸潮過期了(le)。
如何判定(dìng)尼龍膜是否吸潮過量
因為尼龍膜吸潮後(hòu)並不會對電暈效果產生較大(dà)影響,但對印(yìn)刷油墨的附著力及複合強度產生較大影響(xiǎng),因為尼龍膜表麵的化學官能團破壞較大(dà)的影響。判斷尼龍膜是否吸潮(cháo),首先看膜表麵(miàn)有無收縮起皺,表卷端麵是否產生皺曲狀,或可用剪取一塊膜,用分折天秤取得讀數後放進烘箱70℃約2h後取出並重新稱重,以算該膜的含水率。若超過3%則該膜應處理後再(zài)使用。若從烘箱取出膜後,發現手感(gǎn)發硬(yìng),有收縮起皺等現象則說(shuō)明該膜吸潮過多。因此,對於尼龍膜進倉時一定抽樣查查原膜含水率多少,有的(de)是出廠時膜含水(shuǐ)率已超3%,加上生產過(guò)程的吸潮,生產後產(chǎn)生的質量問題就很難區分和判斷,務必引起使用企業的(de)注意。
資料來源:薄膜通(tōng)
-----------------------------------------------------------
深圳市(shì)博新城實(shí)業有(yǒu)限公司主營生產防靜電包裝材料(liào)(防靜電屏蔽膜/袋、防靜(jìng)電真空膜/袋、防靜電鋁箔膜/袋等)、真空(kōng)包裝材料(食品真空包裝膜(mó)/袋(dài)、透明真空(kōng)包裝膜/袋、鋁箔包裝膜/袋等)、原(yuán)料包裝材料(liào)(耐撕裂原料包裝膜/袋、鋁塑承重包裝膜/袋、普通型PE乳白原料包裝袋)、導電包(bāo)裝材料(網格袋、炭黑導(dǎo)電氣泡袋等)及(jí)光學級(jí)保護膜等,可根(gēn)據客戶需求進行量身定製(zhì)。歡(huān)迎您的洽談及指教。
*手機專線:13928470175(微信號同)
*專用QQ :2500655706
*新(xīn)浪微博:http://weibo.com/szbxc88
*阿裏店鋪:https://shop1450510531154.1688.com
")
城實業(yè)有限公司")


電鋁箔膜")
靜(jìng)電泡棉")


")
